金卤灯电弧管中功率压封设备研究(图)
|
上传人:甘桂权 上传时间: 2009-06-26 浏览次数: 196 |
金卤属化物灯主要依靠金属卤化物作为发光材料,金属卤化物以固体形态存在于灯内。大家都非常清楚金属卤化物灯的工作原理,当灯点燃后直到正常稳定工作,需要大约1分钟以上时间,而且在稳定工作状态下整个灯的温度很高,特别是灯当中的电弧管温度更高,由于电弧管采用的是石英玻璃与电极、钼片和钼杆封接在一起的,那么电弧管的内在质量必须是耐高温,且气密性等效果要非常好,以及确保产品的一致性,才能使电弧管达到标准要求。
1、 压封设备的工作原理和技术要求。
压封是金属卤化物灯生产的关键工序之一,而且也是最影响产品合格率的工序。压封是通过加热石英玻璃达到所需要的加工温度后以机械施压方法把石英玻璃和金属材料气密的装配在一起的工艺。金属材料主要有电极、钼片和钼杆,通过工艺的改进以及设备的保证可以使产品达到封接技术的特殊要求。
目前采用的较普通的压封车主要是双工位PLC控制的半自动压封车,人只需要将石英管和电极钼片钼杆组件放在指定工位上,按下启动按钮,通过PLC控制完成对石英管的加热、金属部件保护、压封成形以及冷却等一系列动作,最后封接成所需要的标准形状。合格的电弧管需要具备以下 标准,如:a、目测钼片无折叠开裂、氧化、气泡缺陷。
b、目测压封板子无气线、裂缝,压板平行无歪斜。
c、目测双极钼片无接触,间距符合要求,双极间距 1mm-3mm,触发极高度在电极圈2/3上。
d、电极间距、碗底间距、极距偏差0.5mm,电极无氧化歪斜等现象。
e、电弧管两端碗底形状一样,符合圧模设计形状,无鼓泡现象。
2、 压封设备具备的性能。
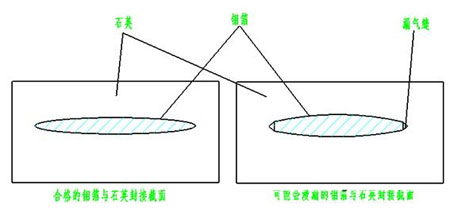
电弧管封接比较关键的是钼片与石英管的有效缝合,而且需要承受≥3MPa的压力,否则会产生慢漏气以及高温燃点时的炸裂现象。钼片与石英管封接的截面图如下图所示:
压封设备需要具备:
通过PLC设定,中功率压封车可以满足冷却、循环操作、急停等操作要求,以及工位改变时的工位指示灯闪烁指示。设备需具备如:压封动作导轨要同轴同心,导轨滑动不能有间隙;圧模光滑无尖锐棱角且合拢时无间隙,这样可以减少玻璃表面裂纹;火头和圧模的配合恰当,一般火头下降到圧模压封的时间不能超过0.7秒,否则会导致耐压达不到标准,而且还会产生压漏和慢漏气等不良现象;保护气体流量大小适中,太大会影响石英管内壁不容易烧透,太小又会导致电极钼片氧化;各种气体流量也需要严格控制,燃烧时间可以通过产品规格进行调节。
然而,要保证压封设备正常运行,保证生产出来的产品符合标准要求,一方面设备本身的性能设计达到上文的一些要求;另外一方面还需要设备能够监控,及时暂停生产。如果水压太低,火头和电极座不能够达到充分冷却,会缩短其使用寿命,甚至会立即烧坏;如果气压太低,特别是天然气和氧气,就不能对石英玻璃进行充分加热,达不到燃烧温度,不能有效封接。对于上述矛盾,可以采取对设备监控以及外部警示来解决。
3、 中功率压封设备监控装置。
中功率设备由于火头燃烧温度高,如果出现水压和气压不稳定,特别是压力突然下降,必须采取有效措施及时监控,才能减少对设备的损坏和保证产品的质量。
解决措施有:
(1)、水压的控制:采用YWK-50压力控制器,通常将压力设定成为3MPa,通过水管和电路连接到压封设备上,并且安装一个警示效果非常好的红色报警指示灯,当水压低于设定值3MPa时,指示灯报警,这样设备可以及时停止工作。
(2)、气压的控制:采用电接点压力表(范围为010MPa),如控制氧气压力,通常将压力设定为6 MPa,通过气体管路和电路连接到压封设备上,并且控制启动开关按钮,当气压低于标准时,启动开关失灵,压封设备无法启动工作,可以有效控制燃烧质量,同样控制天然气和其它气体也一样。
结束语:随着社会的发展,以及本行业的需求,对于产品的质量要求越来越高,通过对设备进行改进,可以得到很大改观。上述用不同的压力表来控制水压和气压,简单方便可行,容易操作,能够起到良好的控制效果,不但保证了质量,而且可以及时对设备进行监控,避免了由于外部水压问题导致设备损坏,减少了火头和电极座的损坏几率,提高了设备的利用率。因此,任何有效的改进,都是一笔宝贵的经验财富。
参考文献:
1、 周太明等.光源原理与设计(第二版).复旦大学出版社,2006.
2、 张爱堂、冯新三.电光源材料与工艺.轻工业出版社,1986.
用户名: 密码: